专业生产CO2激光切割机、激光雕刻机、CO2激光打标机、光纤激光打标机、手持激光焊接机等一系列产品
公司拥有完善的管理体系及先进的检测设备,已通过了欧盟CE体系的认证。我司训练有素的技术工人采用精准加工工艺, 行业知名品牌配件以及专业的技术人员装配,能为客户提供品质可靠及极具价格竟争力的产品。
2022-08
地址:安徽省合肥市新站区佳海工业园D8幢
手机:13917705121
电话:0551-66770025
Q Q:389023037
微信:13917705121
WhatsApp:+86 13865932169
公司简介
企业文化
产品应用
行业新闻
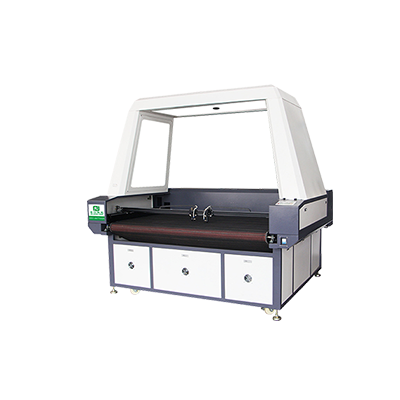
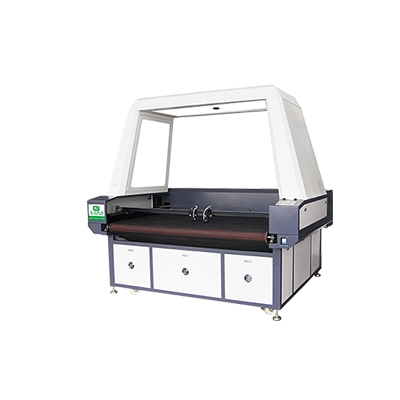
激光切割机系列
激光雕刻机系机
视觉切割机系列
光纤打标机系列
CO2打标机系列
裁床切割机系列
AJ定制产品系列
紫外打标机系列
授权资质
企业资质
在线留言
软件下载
Copyright © 2025 合肥安江智能装备有限公司版权所有


































 地址:安徽省合肥市新站区佳海工业园D8幢
地址:安徽省合肥市新站区佳海工业园D8幢 手机:13917705121
手机:13917705121 电话:0551-66770025
电话:0551-66770025 Q Q:389023037
Q Q:389023037 微信:13917705121
微信:13917705121 WhatsApp:+86 13865932169
WhatsApp:+86 13865932169