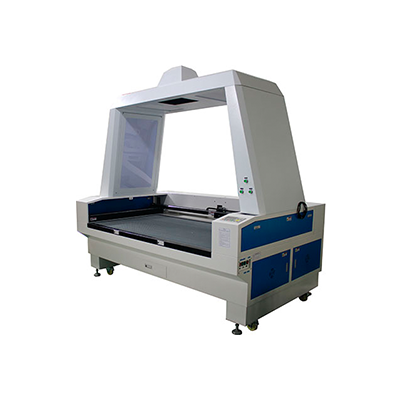
 安顺智能板管一体雷射研磨机
安顺智能板管一体雷射研磨机
雷射研磨是利用经著眼的高发射率雷射束反射钻孔,使金属材料很快被加热至液化环境温度,熔化逐步形成沟槽,随着雷射对金属材料的移动,沟槽连续逐步形成长度较窄的(如0.1mm左右)切缝,完成对金属材料的研磨。
雷射研磨时割炬与钻孔无接触,不存在工具的破损。研磨相同形状的配件,不须要更换“枪械”,只需改变雷射器的输出参数。雷射研磨过程噪音低,阻尼小,无毒。雷射研磨与其他热研磨方式相较为,总的特点是研磨速度慢、质量高。
那么,雷射研磨机关注点边线有这三类?有什么差别呢?今天麦卡笛雷射小贴士就来个大家说说雷射研磨机所拥有的三种关注点关系。
雷射研磨机关注点边线及差别导出:
雷射研磨可分为雷射熔融研磨、雷射熔融研磨、雷射氮气研磨和雷射统筹安排与控制断裂五类。雷射研磨属于热研磨方式之一。雷射研磨机是盒形研磨的一次工艺技术革命,是盒形研磨中的“研磨中央”;雷射研磨机通用化某种程度高,研磨速度慢,盛产成本低,产品盛产周期长,为客户赢得了广泛的市场。
1、雷射研磨机关注点边线在钻孔表层
这是最常见的关注点边线,也被称为0物镜,常用于研磨SPC/SPH/SS41等钻孔,采用的时候让雷射研磨机的关注点切合钻孔表层。在此种关注点边线下,虽然钻孔每边表层的扁平某种程度会有微小的差异,因而常常切合关注点的那另一面的研磨面会更加扁平,但若,避开关注点的那另一面研磨面会较为结实,在实际采用中,常常会根据每边表层的相同工艺技术需求TNUMBERA0512Ci。
2、雷射研磨机关注点边线在钻孔里头
关注点边线在钻孔里头称作正物镜,所以一般在研磨钢制或是氧化铝钢制等金属材料时能换用的关注点商业模式,让研磨关注点坐落于钻孔内部。主要优点在于研磨幅度比非常大,所以此种商业模式常常须要更强大的研磨冷空气,环境温度要足,研磨圆孔时间要较长一些。因而只有当研磨钢制或是氧化铝等延展性非常大的织物时换用。
3、雷射研磨机关注点边线在钻孔下面
关注点边线在钻孔下面称作负物镜,因为研磨点的边线既不坐落于钻孔的表层也不坐落于钻孔的里头,而是定坐落于研磨金属材料的上方。换用关注点边线在钻孔下面时,都是虽然钢材的厚度较为高,如果不通过此种方式定位关注点,就有可能引致燃烧室运载的氮气不足,而引致研磨环境温度下降,无法研磨金属材料。但有个显著优点就是研磨面结实,不太适合高精度研磨。
以上就是雷射研磨机关注点边线及差别导出,在采用雷射研磨机的过程中,根据相同钻孔的研磨须要来选择相同的关注点商业模式,能够更加充分地发挥雷射研磨机的性能优势,保证研磨效果。雷射是利用物质激发产生光,此种光带有强烈的环境温度,在接触金属材料时候,能够迅速的在金属材料表层融化,逐步形成打孔,根据对位对点的移动逐步形成了研磨,因而这样的一种研磨方式相对于传统的研磨方式,缝隙更小,更能够省去大部分金属材料,然而根据研磨效果来定义分析,根据雷射进行研磨的金属材料,其研磨效果能够满意,精准度又高,这是继承了雷射的优势,也是普通研磨方式不能够媲美的。

 地址:安徽省合肥市新站区佳海工业园D8幢
地址:安徽省合肥市新站区佳海工业园D8幢
 手机:13917705121
手机:13917705121
 电话:0551-66770025
电话:0551-66770025
 Q Q:389023037
Q Q:389023037
 微信:13917705121
微信:13917705121







 当前位置:
当前位置: